
Introduction : mesurer peu, mais mesurer juste
Dans une PME industrielle de moins de 100 salariés, l’enjeu n’est pas d’avoir « beaucoup » de KPI, mais quelques indicateurs Lean vraiment utiles, compris par tous et utilisés chaque jour sur le terrain. Trop d’usines accumulent des tableaux Excel complexes, sans impact réel sur les délais, la qualité ou les coûts.
Les meilleures pratiques en Lean manufacturing montrent qu’un petit nombre d’indicateurs bien choisis permet de piloter simultanément la productivité, la qualité et le service client. Ces KPI deviennent la base du management visuel (tableaux SQCDP, panneaux d’atelier, écrans TRS) et structurent les routines quotidiennes : top 5, animation à intervalle court, PDCA.
Dans cet article, vous allez découvrir les 5 indicateurs Lean prioritaires pour une usine de moins de 100 salariés :
- TRS / OEE
- Taux de service
- Taux de rebuts / First Pass Yield
- Lead time de commande
- Respect du Takt Time
Avec, pour chacun : définition simple, formule, repères de lecture, et conseils concrets pour une PME.
1. TRS / OEE : la boussole de vos machines goulots
1.1. Définition et principe
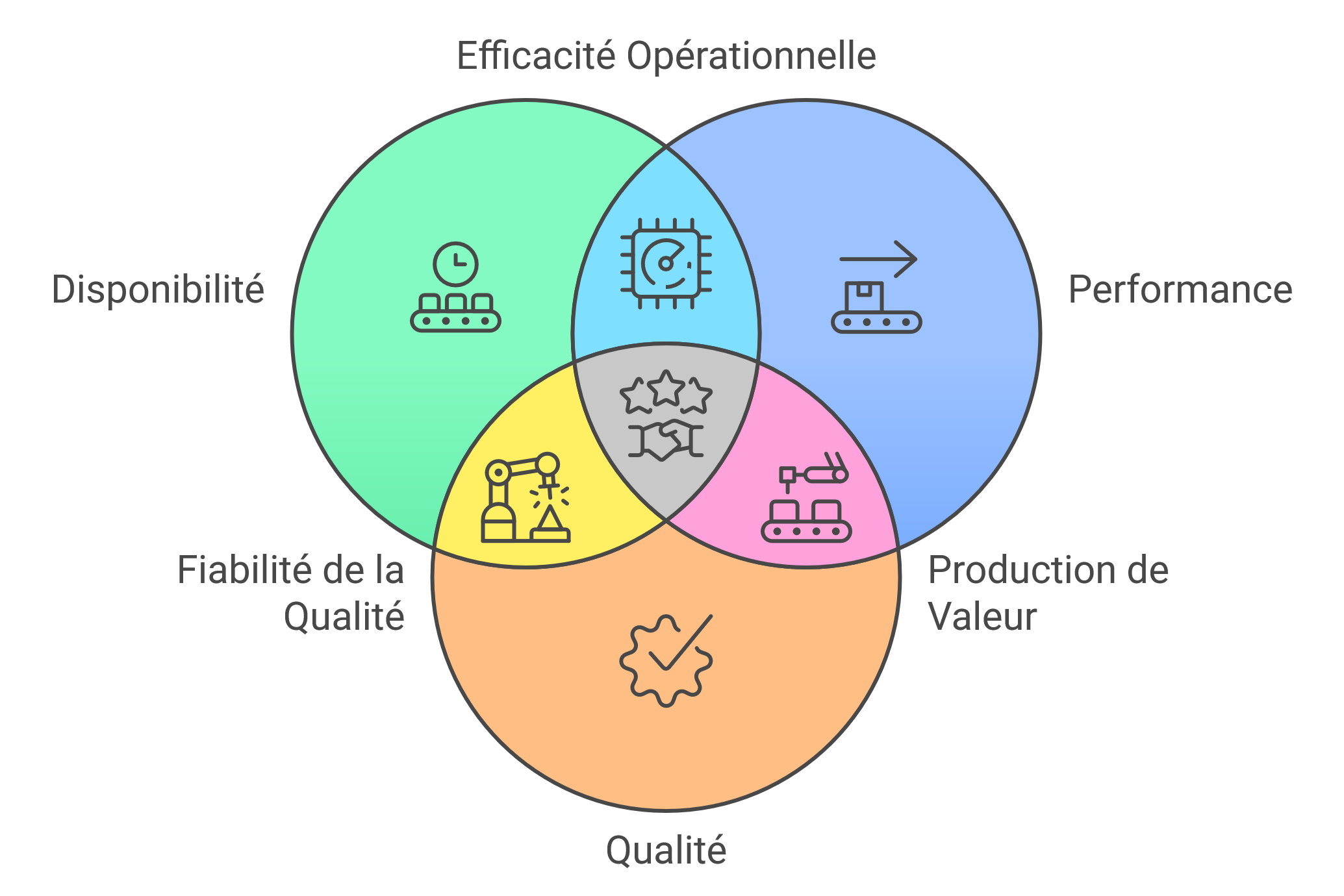
Le TRS (Taux de Rendement Synthétique), équivalent de l’OEE (Overall Equipment Effectiveness), mesure l’efficacité globale d’un équipement ou d’une ligne. Il combine trois composantes :
- Disponibilité : impact des arrêts (pannes, changements de série, manques matière…)
- Performance : écart entre la cadence réelle et la cadence théorique
- Qualité : part de pièces bonnes sur le total produit
Formule générale :
TRS=Disponibiliteˊ×Performance×Qualiteˊ
Dans la pratique, le TRS se lit comme le rapport entre le temps utile (production de pièces bonnes) et le temps d’ouverture de la machine.
1.2. Pourquoi c’est prioritaire en Lean
Le TRS met en lumière les grandes familles de pertes : arrêts, ralentissements, non-qualité. En travaillant sur le TRS des goulots, vous attaquez directement plusieurs mudas : temps d’attente, surproduction, défauts, retouches.
Pour une petite usine, suivre le TRS sur 2 à 5 équipements critiques suffit souvent à piloter la capacité globale et à retarder des investissements lourds. Des gains de 10 à 20 points de TRS en moins d’un an sont fréquents avec une démarche TPM/Lean structurée.
1.3. Mise en place simple en PME
Vous pouvez démarrer sans MES, avec un relevé manuel par poste :
- Temps d’ouverture (heures planifiées)
- Temps d’arrêts (pannes, réglages, manques, attentes…)
- Nombre de pièces produites
- Nombre de pièces bonnes
À partir de là, calculez :
- Disponibilité = Temps de fonctionnement / Temps requis
- Performance = Temps net / Temps de fonctionnement
- Qualité = Pièces bonnes / Pièces totales
Des solutions TRS/OEE légères (capteurs, boîtiers, SaaS) permettent ensuite d’automatiser la collecte et de passer au temps réel.
1.4. Repères de TRS et pièges à éviter
Ordres de grandeur typiques :
- < 40% : très faible, gros gisements sur pannes et cadence
- 40–60% : niveau courant dans beaucoup de PME peu structurées
- 60–80% : bon niveau, goulots maîtrisés
- 80% : excellent, à relativiser selon mix produit et variabilité
Pièges classiques :
- Changer la définition d’un mois sur l’autre
- Calculer un TRS « moyen usine » sans focus sur les goulots
- Pousser la performance au détriment de la qualité ou de la sécurité
2. Taux de service : la voix du client dans vos KPI
2.1. Définition et calcul
Le taux de service mesure votre capacité à livrer à l’heure et en quantité ce que vous avez promis au client.
Formule courante :
Vous pouvez raisonner en commandes, en lignes de commandes ou en OF, l’essentiel est de définir une règle claire et stable.
2.2. Rôle Lean : orienter l’usine vers le client
Le Lean vise à livrer en juste-à-temps, sans défaut. Le taux de service traduit directement la perception client : « Ai-je reçu ce qui était prévu, au bon moment ? »
Un TRS élevé avec un taux de service médiocre signale souvent :
- surproduction sur certaines références,
- ruptures sur d’autres,
- planning déconnecté de la demande réelle.
Le pilotage Lean (flux tirés, Heijunka) cherche à stabiliser le taux de service tout en réduisant les stocks et les encours.
2.3. Cibles réalistes pour une PME
Repères observés dans l’industrie :
- < 90% : insuffisant, forte insatisfaction client
- 90–95% : acceptable, mais encore beaucoup de retards
- 95–98% : bon niveau pour une PME avec mix complexe
- 98% : excellent, souvent associé à des flux très maîtrisés
Pour une usine de moins de 100 salariés, viser ≥ 95% sur les familles A est un objectif raisonnable.
3. Taux de rebuts et First Pass Yield : la qualité au premier coup
3.1. Définitions
Le taux de rebuts mesure la part de produits non conformes, irréparables ou trop coûteux à reprendre.
L’indice First Pass Yield (FPY) mesure la part de pièces bonnes du premier coup, sans retouche :
Ces indicateurs s’appliquent aussi bien aux opérations manuelles (assemblage, conditionnement) qu’aux process automatisés.
3.2. Impact pour une petite usine
Quelques pourcents de rebuts représentent rapidement des milliers d’euros de matière et d’heures opérateur perdues chaque année. La non-qualité entraîne aussi retards, urgences, heures supplémentaires, et réclamations clients.
En Lean, l’objectif est de détecter et corriger les défauts au plus près de leur origine (Jidoka, Poka-Yoke) plutôt que de vivre de retouche permanente. Le suivi du taux de rebuts / FPY par poste ou par référence critique est un excellent point de départ pour :
- 5 Pourquoi,
- diagrammes Ishikawa,
- AMDEC Process,
- QRQC / chantiers Kaizen.
3.3. Repères et bonnes pratiques
Repères courants (à adapter à votre secteur) :
- Taux de rebuts global usine < 2–3% sur les séries
- FPY > 95% sur les étapes clés
- FPY > 98% sur produits à forte criticité
L’essentiel est d’analyser les rebuts par causes et par étapes, et non comme un seul pourcentage global.
4. Lead time de commande : rendre visibles les gaspillages de flux
4.1. Définition
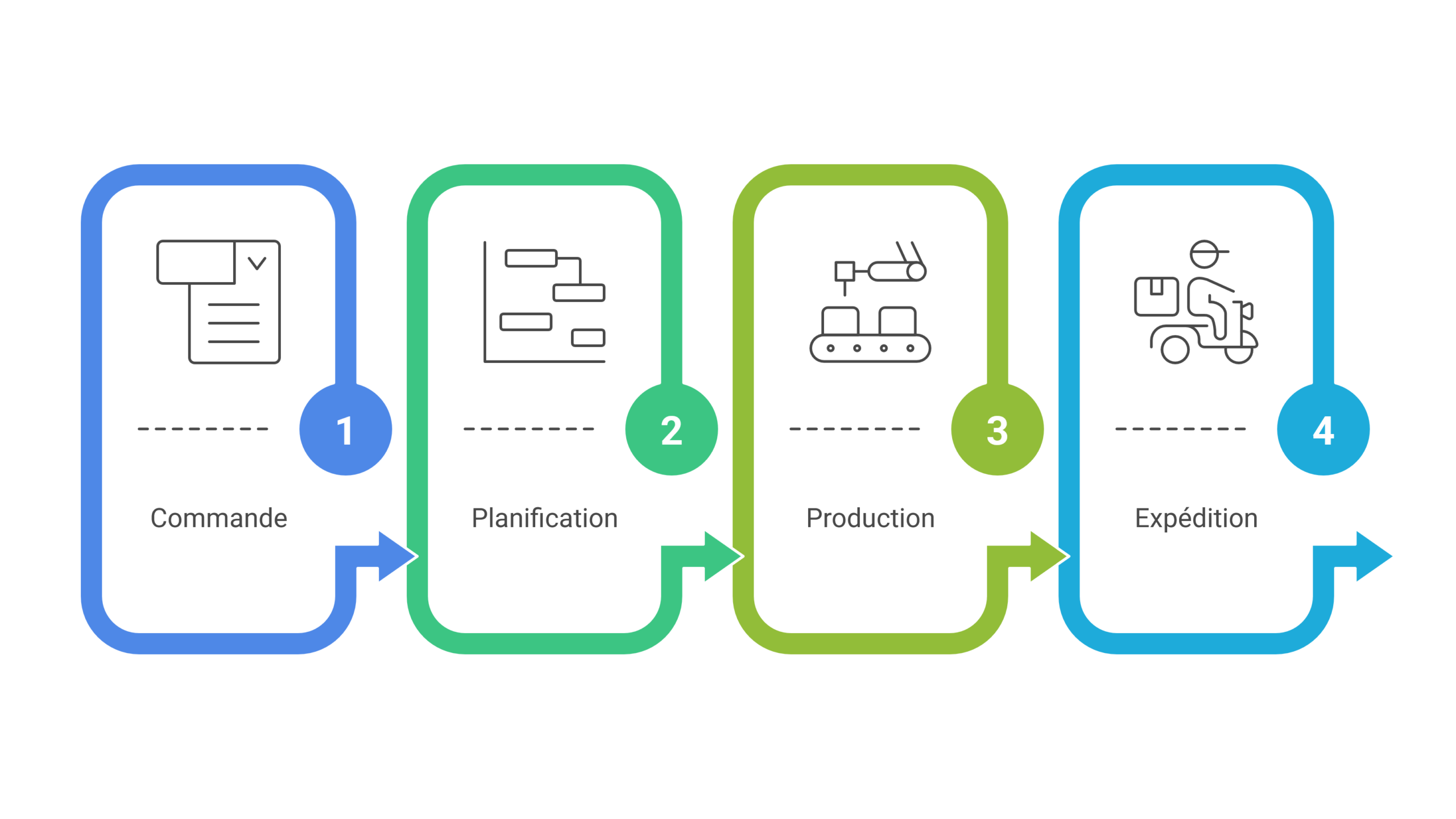
Le lead time est le délai global entre la réception de la commande client et la livraison du produit fini. Il inclut :
- Temps administratifs (saisie, validation, planification)
- Attentes en file et en stock
- Transports internes
- Temps de production et de contrôle
On le compare au temps de valeur ajoutée, souvent très faible dans le total.
4.2. Pourquoi c’est un indicateur Lean clé
Dans de nombreuses PME, le temps réellement passé à transformer le produit ne représente que 5 à 10% du lead time total. Le reste est constitué de mudas :
- attentes,
- encours,
- déplacements,
- replanifications…
Réduire le lead time permet :
- d’améliorer le taux de service,
- de réduire les stocks,
- d’augmenter la flexibilité,
- d’améliorer la trésorerie.
4.3. Démarrage simple : mesurer quelques flux
Pour une usine < 100 personnes, vous pouvez :
- Sélectionner quelques flux représentatifs (familles A/B)
- Mesurer les dates clés (commande, lancement, fin fabrication, expédition)
- Réaliser une VSM (Value Stream Map) pour distinguer temps VA / NVA
Les guides de KPI de production recommandent d’intégrer le lead time dans le noyau d’indicateurs de base, avec TRS, qualité et délais.
5. Respect du Takt Time : synchroniser l’usine avec la demande
5.1. Calcul du Takt Time
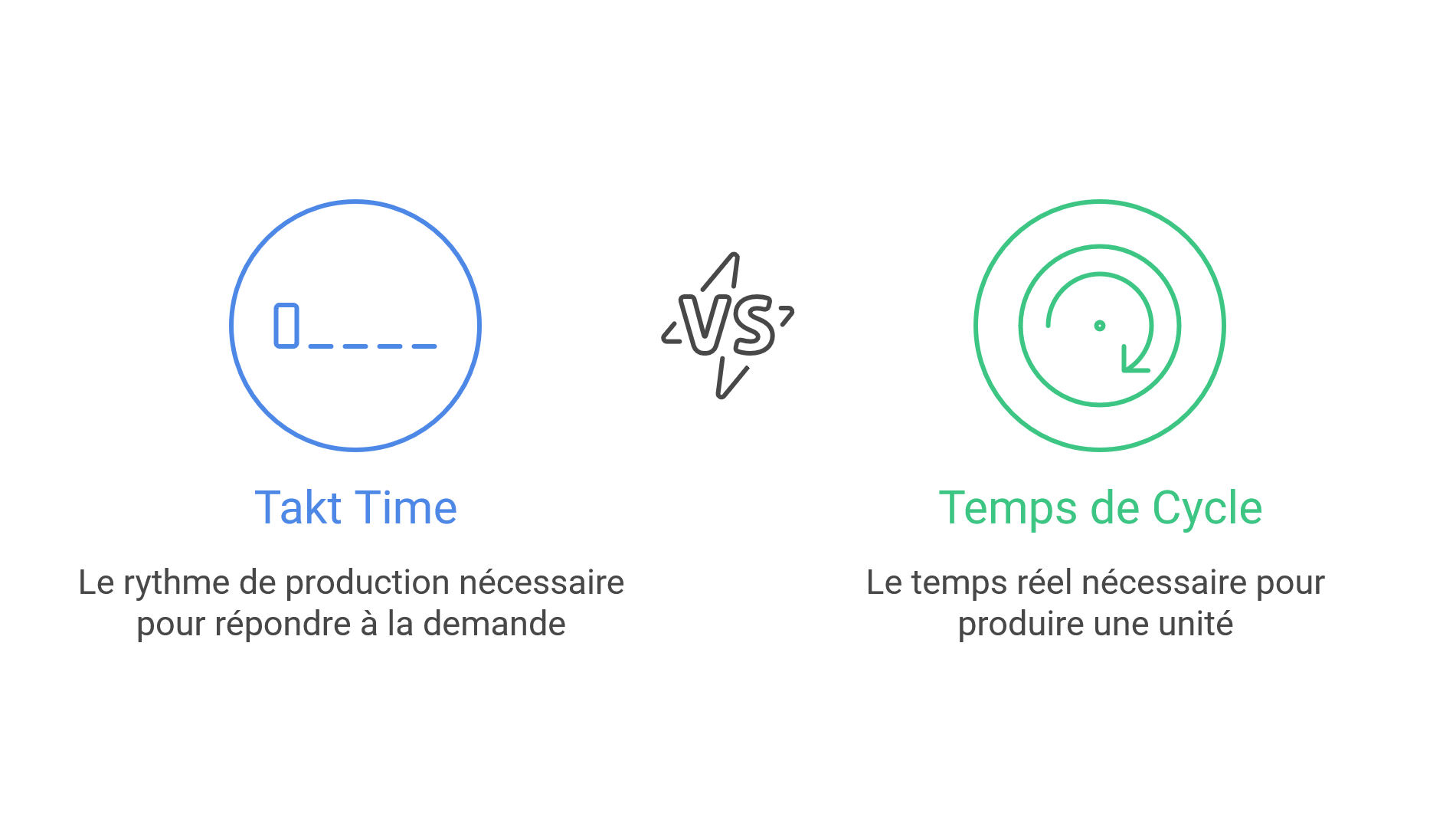
Le Takt Time est le rythme auquel vous devez produire pour suivre la demande client, sans surproduction ni rupture.
Exemple : 7 heures nettes disponibles par jour pour 500 pièces → Takt ≈ 50 secondes par pièce.
5.2. L’indicateur clé : écart Takt / temps de cycle
En Lean, l’enjeu est d’aligner les temps de cycle réels sur le Takt Time. Trois mesures simples :
- Takt Time par famille de produits
- Temps de cycle réel par poste
- Écart temps de cycle – Takt Time (en secondes ou en %)
Si le temps de cycle dépasse régulièrement le Takt, vous ne pouvez servir le client qu’au prix d’heures supplémentaires ou d’urgences. À l’inverse, un temps de cycle très inférieur combiné à de gros encours traduit souvent une surcapacité locale et des gaspillages.
5.3. Applications concrètes dans une petite usine
Le Takt Time sert à :
- dimensionner le nombre de postes,
- équilibrer les tâches,
- définir les standards de travail,
- identifier les besoins de SMED quand les changements de série font exploser les temps de cycle.
Des solutions TRS/OEE modernes permettent de visualiser en temps réel l’écart entre Takt et temps de cycle, mais un simple tableau papier avec courbes ou feux tricolores est déjà très efficace au démarrage.
Synthèse : les 5 indicateurs Lean essentiels pour une PME industrielle
Tableau récapitulatif
| Indicateur | Objectif Lean principal | Question clé | Données nécessaires principales |
|---|---|---|---|
| TRS / OEE | Réduire les pertes machine et augmenter la capacité utile | À quel point mes machines goulots sont-elles réellement efficaces ? | Temps d’ouverture, arrêts, pièces produites, pièces bonnes |
| Taux de service | Mettre le client au centre du pilotage | Livrons-nous ce que nous avons promis, quand nous l’avons promis ? | Commandes livrées à l’heure, commandes totales |
| Taux de rebuts / FPY | Éliminer la non-qualité à la source | Combien de pièces sont bonnes du premier coup ? | Pièces bonnes, totales, rebuts, retouches |
| Lead time commande | Réduire délais et gaspillages de flux | Combien de temps entre commande et livraison réelle ? | Dates commande, lancement, fin fabrication, expédition |
| Respect du Takt Time | Aligner la production sur la demande | Notre rythme de production suit-il la demande client ? | Temps d’ouverture, demande client, temps de cycle |
6. Comment déployer ces indicateurs dans une usine de moins de 100 salariés
6.1. Commencer petit, mais structuré
Dans une PME sans service méthodes important ni MES, la priorité est de démarrer simplement, mais proprement :
- Sélectionner 1 à 2 lignes ou familles de produits critiques
- Définir précisément chaque indicateur (périmètre, formule, fréquence)
- Mettre en place un tableau de bord visuel d’atelier (papier ou écran)
- Animer une courte réunion quotidienne type SQCDP avec l’équipe
Les retours Lean montrent que la différence se fait moins sur la technologie que sur la discipline de mesure et d’animation quotidienne.
6.2. Automatiser progressivement la collecte
Une fois les définitions stabilisées, l’automatisation (capteurs, solutions TRS, outils no-code, tablettes opérateurs) permet de :
- sécuriser les données (moins de saisies manuelles),
- passer d’un reporting hebdomadaire à un pilotage quasi temps réel,
- libérer du temps pour l’analyse et l’amélioration.
De nombreux outils du marché proposent déjà des modules TRS/OEE, suivi rebuts, dashboards délais, adaptés aux PME.
6.3. Connecter indicateurs, Lean et IA
Ces KPI alimentent vos démarches : VSM, Kaizen, TPM, SMED, QRQC. Avec la montée de l’analytique et de l’IA, les mêmes données deviennent la base de modèles prédictifs (maintenance prédictive, prévision rebuts, optimisation planning) pour aller plus loin dans l’excellence opérationnelle.
Conclusion + Appel à l’action
Pour une usine de moins de 100 salariés, vouloir suivre 20 ou 30 KPI est souvent une erreur. Un noyau dur de 5 indicateurs Lean – TRS, taux de service, taux de rebuts/FPY, lead time, Takt Time – suffit largement à piloter la performance, à condition qu’ils soient clairement définis, visibles en atelier et animés chaque jour.
Ces indicateurs créent un langage commun entre direction, chefs d’atelier et équipes terrain, et offrent une base solide pour introduire progressivement automatisation, outils numériques et IA au service de votre compétitivité.
TRANSFORMEZ VOTRE PILOTAGE INDUSTRIEL
RNA Solutions vous aide à définir et automatiser vos indicateurs Lean (TRS, rebuts, délais, Takt Time) avec des solutions simples, adaptées aux PME industrielles du Grand Est.
Réservez dès maintenant un diagnostic gratuit de 30 minutes : analyse de vos KPI actuels, identification des priorités et proposition d’un tableau de bord Lean sur mesure.
Prendre rendez-vous avec RNA SolutionsFAQ
Dans la plupart des PME, le TRS/OEE sur les machines goulots est le meilleur point de départ, car il met en évidence arrêts, pertes de vitesse et non-qualité.
Un noyau de 5 KPI bien définis (TRS, service, qualité, lead time, takt) suffit généralement pour piloter et améliorer sans noyer les équipes.
Oui : on peut démarrer avec des définitions simples, une collecte manuelle standardisée et un tableau de management visuel, puis automatiser ensuite.